封边在板式家具生产中,有着承上启下的作用,它的顺畅进展,不仅有利于缓解板件开完料的滞留,同时有利于后续排孔作业的正常运转。封边工艺复杂,如果没有丰富的操作经验,很容易会出现质量问题。冬季到来,气温也随之下降,对施工温度有着一定要求的封边工序更会显现这样或那样的不良。

经过资料收集与整理,对冬季板件封边的常见问题和相应解决方案进行了罗列,希望能够给生产一线的家具人些许帮助和启发。
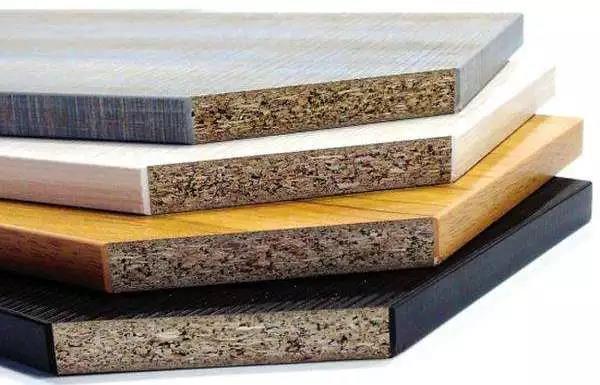

我们知道,在家具制造中是通过热熔胶(粘合剂)将封边条与板材粘合,所谓粘合,是基材(封边条、木皮与板材)的毛细孔隙与热熔胶产生浸润与机械咬合的一种物理现象。这种粘合受环境条件影响较大,冬季环境气温较低,用于被粘合的基材温度也同样低,因而受温度影响特性较大。
那么在寒冷的冬季,板式家具生产中常见的封边问题都有哪些呢?
封边条脱落或拉力强度不理想
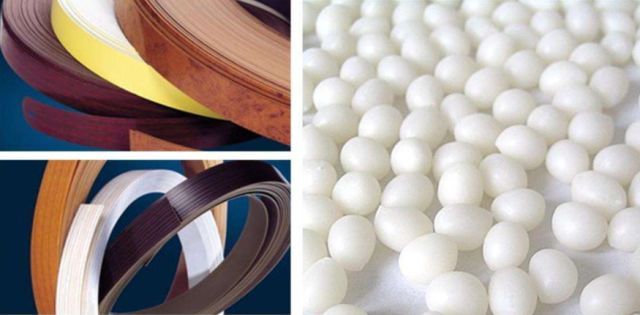
热熔胶以热塑性树脂和热塑弹性体EVA为主要成份,受温度影响较大。当冬季环境温度较低时 ,热熔胶涂布在基材上很快被周边的低温空气和基材带走部分热量,缩短了热熔胶的“露置时间”,表面形成一层表膜,阻隔了热熔胶浸润的进行,造成假性黏合或黏合不良。要解决这个问题,可以通过以下的方法:

封边前,对基材进行预热
环境温度影响胶合强度,板材涂胶封边之前必须先预热,尤其是在冬季。在封边作业前,应提前将板材放置在车间内,使板材温度保持与车间温度相同,或者提前一个晚上用小太阳灯照射的方式对板材进行加温。当然,更好的方法是能在生产车间安装暖气,但这个方案成本比较高。
适当提高热熔胶槽、涂胶辊设定温度
在原设定温度基础上,热熔胶槽温度提高5-8℃,涂胶轮温度提高8-10℃。


适当调整封边机的压力
冬季封边时如果压力低,容易造成热熔胶与基材接触面产生气隙,阻碍热熔胶与基材产生良好浸润和机械咬合,造成假性黏合和黏合不良。要解决这个问题,应检查压轮的灵敏度,显示仪表的准确度,供气系统的稳定性,并适当调整压力(薄边1-1.5Pa、厚1.5-3Pa)。


其它方法
①适当提高封边速度,避免热熔胶裸露在冷空气的时间过长;
②检查封边条背涂是否合格,可在封边完成后拉脱封边,检查封边底部是否有胶或木屑,如果没有,可证明封边背涂不合格或封边热熔胶不合格;
③检查板材是否过于疏松或板材不合格,板材堆放时间是否太长导致端口有太多灰尘。


开槽易崩边、脱胶
凡是热塑性塑料受温度的影响较大,温度越低越容易出现冷收缩。热熔胶和封边条也不例外,它们会随着温度降低进一步硬化,并在黏合界面产生内应力。当开槽刀具冲击力作用到黏合界面时,内应力释放,造成崩边或脱胶。
应对这个问题,可将开槽时板件温度调整到 18℃以上,从而使软弹态热熔胶缓解刀具冲击力;或改变刀具旋转方向,使刀具冲击力变为作用在封边条表面;或降低开槽推进速度和勤磨开槽刀具,以减少刀具的冲击力。


封边出现“拉丝”的情况
一般来说,“拉丝”的情况主要是使用透明胶封边的时候出现得比较多,特别是冬季室内气温和室外气温温差大,空气对流会使得温度环境产生变化,导致“拉丝”情况发生。另外温度过高或者过低,以及涂胶量调得过大,也有可能会出现“拉丝”的情况,建议家具厂要根据气温和机器的状况调节好温度。


环境、设备的性能、使用材料质量、操作技术及规程等对封边条粘合质量都会产生影响,因此,要得到好的封边效果,制造高质量的家具,就要全面考虑各种因素对封边过程的影响。从工艺设备、材料技术、到加工规程等进行调整,在封边条和热熔胶的选择上,要选择质量上乘、口碑较好的产品。
影响封边效果的诸多要素分析

热熔器温度
如果热熔器的温度太高,热熔胶将氧化并且燃烧,从而改变胶粘特性,对胶粘力有不良影响。此外,如果热熔器温度太低,热熔胶未能完全液体化,导致涂胶不平均,减弱粘着力。
涂胶滚筒
当涂胶滚筒在高温下工作时,可以使液体化的溶胶加强渗透力,也会使材料表面变湿,因此生产速度会受阻延。仅为了使生产速度加快,而不当的降低滚筒温度,会令热熔胶的粘着力及渗透力减低,从而导致粘合效果低。

板材温度
板材温度在15℃以上使用时,才能有良好的粘合效果。如果板材温度过低,热熔胶与之接触时,温度会急速下降,从而导致热熔胶的液体化状态降低而影响其粘合力和渗透力。
湿度
如果基材和封边的湿度过高,当接触高温热熔胶时,水份会即时雾化挥发,这样会形成一层水汽于基材与封边中间而阻碍及影响粘合效果。
生产速度
应该根据不同性质的基材、封边及热熔胶,作出不同速度的调较。当加快速度时,会保持热熔胶处于液化状态,这样可加强溶胶的渗透力,但相对地冷却时间也将减少。相反地,把生产速度定于慢速,会令热熔胶有较长时间冷却,但影响粘合力和渗透力而导致较差的粘合效果。

滚筒压力
没有适当及充足的压力,会对粘合效果有影响。调较压力需根据粘合材料及热熔胶的液体状况,一般而言液体状况越低,所需的压力越大,相反地液体状况越高,所需压力越小,因为这样才能保持热熔胶的渗透力,使粘合更成功。当粘合实木而压力不当时,会有很多问题发生,特别是粘合一些弯曲件或较厚物件。因此,需掌握一定的技巧而设定一个适合的压力,才能有好的粘合效果。

涂胶量
较多的涂胶量会增强粘力效果,但生产速度会减慢,而机器亦会增加污染。涂胶过多时,可能会在板件边缘位置有胶外露,当其需喷漆加工时,热熔胶接触到喷漆会有膨胀现象,导致封边条又脱落的可能。相反地,为加快生产速度,而减少涂胶量会导致热熔胶粘力不足,产品粘合效果会降低。

总的来说,热熔胶的作业流程,即机械加热→熔化→涂布→加压→粘接。要想达到良好的粘合效果,前4个因素相关指标一定要与该热熔胶的相关参数相吻合。冬季使用热熔胶与冬季烧开水时间会长些的原理是一样的。较低的环境与温度吸取了热熔胶的部分热量,且缩短了热熔胶的开放时间,即“露置时间”。

冬季封边的方法总结
综上所述,冬天遇到封边脱落或粘接效果不理想时请按以下步骤操作,希望能给你带来些许帮助。
①测量涂胶轮的温度。
②检查胶槽底部是否有沉淀(正常发热)。
③检查发热管是否正常工作(正常发热)。
④温度提高10℃-20℃。
⑤加大涂胶量。
⑥加大压力。
⑦提高封边机工作速度。
⑧检查封边涂底是否合格,更换不同产品颜色或批次的封边条进行测试。
⑨混入或更换软化点和粘度低的产品。
⑩混入或更换抗寒性能较好的产品。